Three-year co-existence with 660 MWE supercritical boiler moved DITHERM (lining suppliers) far into the future
home Articles Three-year co-existence with 660 MWE supercritical boiler moved DITHERM (lining suppliers) far into the future
When the Czech company DITHERM entered the construction of the interior of the supercritical 660 MWe boiler, Ledvice Power Plant (ČEZ investor) did not even know that it would move far beyond its design and subsequent development. The boiler operates at a steam temperature of 600°C, with a normal boiler temperature of about 540°C and a steam pressure of 27.3 MPa (typically about 17 MPa). Because these values change the water directly into steam, there are no liquid components in it. This has made it possible to increase the efficiency of the boiler by almost 50 %. For DITHERM, a big challenge was the protective lining of the aggregate. Thanks to technical co-operation with the ALSTOM POWER boiler manufacturer (today GE), this was all managed successfully.
FORGET ABOUT HABITS AND THINK UP EFFECTIVE INNOVATIONS
The supplier had to devote at least as much time as needed for liner assembly itself to design the lining and material development. All this has to be laid out carefully and detailed in the project documentation, in a few steps:
The implementation documentation (Detail Design) was developed on the basis of customer requirements. Applied materials were chosen in the highest quality. Therefore, DITHERM had to work closely with material producers throughout the European Union. Of course, the materials were also selected with regard to linings and thermal insulating properties. Among other things, the company had to solve in the implementation documentation was the requirement for thin lining and the strictly required temperature on the steel construction in places where the external insulation of the aggregate was not carried out, especially in the linings of the drying shafts.
The implementation documentation passed several stages of approval. Due to the large volume of drawings, data was transferred via a secured central server. Only after approval of the project documentation by the investor was the installation itself carried out.
The documentation for quality was an integral part of the project documentation. It demonstrated every step in the actual implementation of linings, according to the schedule of checks and tests. This documentation contains evidence of qualifications of individual professions for each person, details of the activities in implementation, certificates of materials used, including additional materials, protocols on laboratory tests of samples made on site and, of course, all changes to the implementation documentation itself.
Part of the quality documentation included activities that preceded the actual implementation of the construction, such as quality control at the suppliers’ production plants prior to commencing deliveries. Quality documentation will be archived by DITHERM for 20 years.
“The final and very complex and essential part of the overall documentation was documentation of the actual implementation. It basically contains basic information and details created before and during assembly, but this is summed up in a logical overview with an emphasis on every detail. With regard to the well-executed implementation documentation, the changes were only minor, as they were mostly related to the additional requirements of the investor, however the compilation of this documentation consisted of dozens of hours of data compliance verification,” said Mojmír Nesvačil, chief designer of DITHERM.
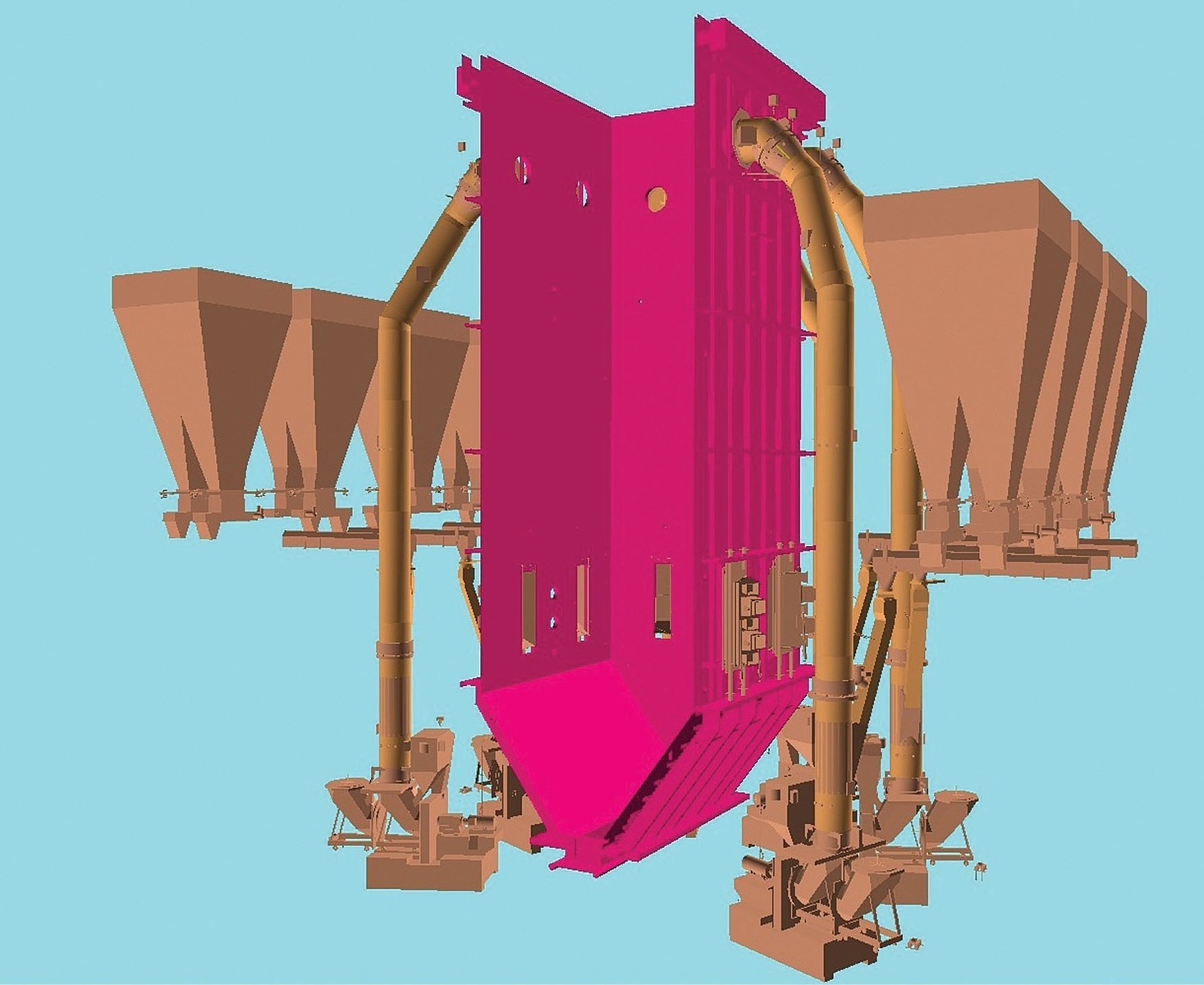
3D cross-section of the boiler - lining parts
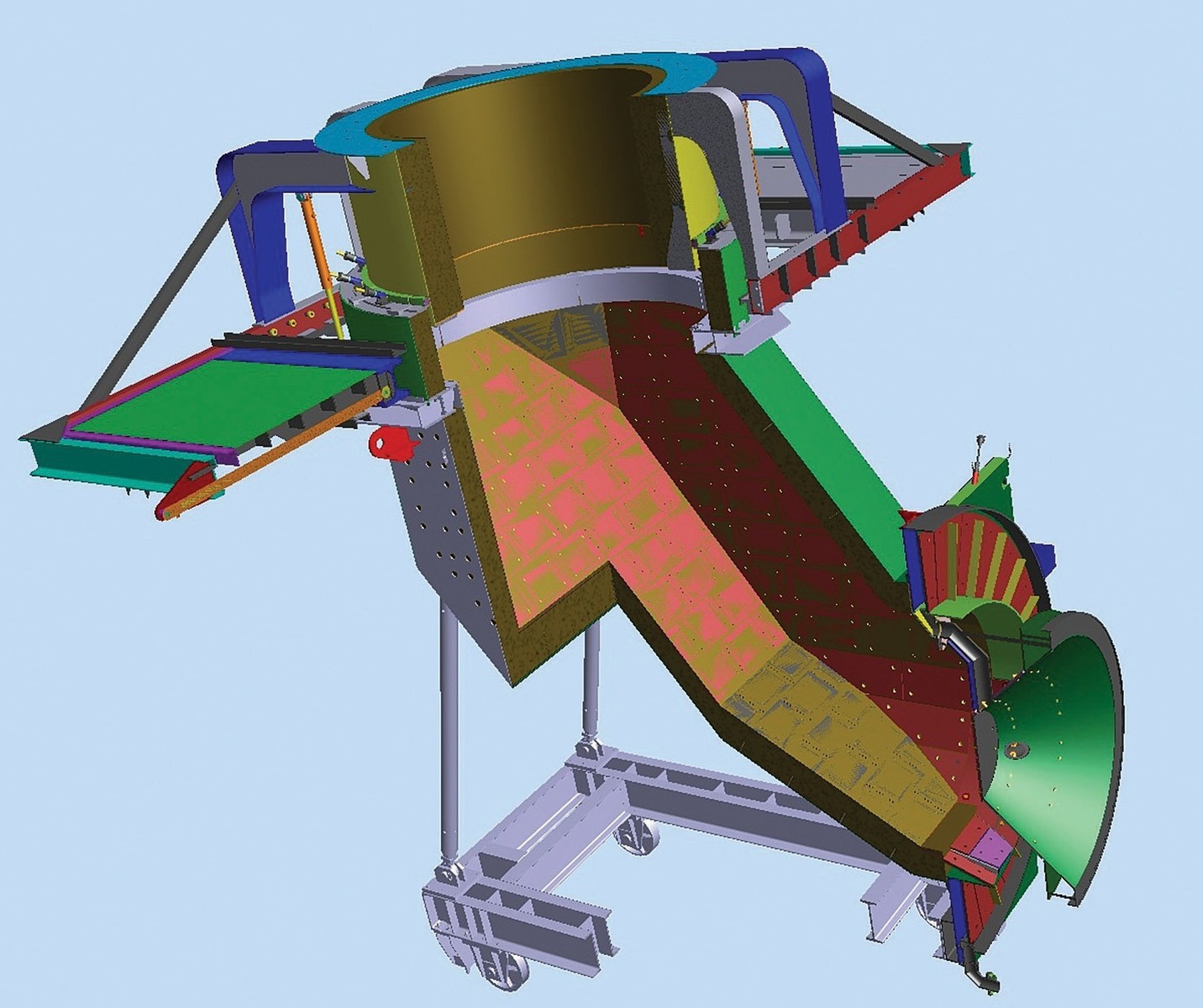
3D cross-section of the lining of the fan mill
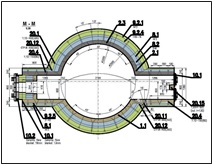
Cross section of the drying shaft

Preparation for the shotcrete filler of the combustion chambers

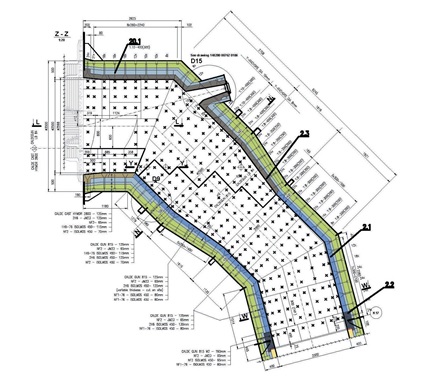
The lining of the drying shaft

Lining of the drying shaft with the bracket
UNUSUAL ABILITIES AND INVENTIVENESS DURING ASSEMBLY
As part of the project, DITHERM also carried out torkreting of low-cement refractory concrete. The sprayed material was chosen because it was not possible to make holes in the steel structures that allow casting technology. At the same time, the thin-film material has to meet strict requirements, especially for compressive strength and abrasion.
For the application of such material by torkreting, a specially modified torque machine must be used. Low-content cement materials are prepared with considerably lower water content than conventional refractory bulk materials. Both the air pressure and the water that draws the prepared mixture out must be greatly increased.
DITHERM also used shotcrete to protect the pressure unit - a special method of spraying of refractories that improves abrasion resistance, which is very rarely used in this sector. In this case, the mixture is mixed prior to application. Therefore, it was necessary to use strong compressors to handle the material, spraying out the required amount.
“During the implementation, we had to deal with a lot of challenges. We had to carefully co-ordinate the assembly and dismantling of the shuttering into the combustion chamber with regard to the other ongoing work on the boiler pressure unit. There were over 250 entries,” explains Roman Fišer, Chief Project Manager, DITHERM.
Among other things, during the assembly process, the method of concreting the sliding surface of the sliding heads of the drying shafts changed. In the original solution, it was thought that these sliding surfaces would be concreted before being mounted in a horizontal position. It was later decided, however, with regard to the pressure test, that the concreting should be carried out only after the pressure test. The lining thickness in these places was approximately 20 mm above the top of the pressure system pipes, and after this concreting, the gap between the combustion chamber sliding surface and the head of the drying chamber was 0 mm. Therefore, a different form of formwork and subsequent casting was chosen. However, the sliding surfaces were vertical, and there was no access to the concrete surface. For the assembly of the shuttering, the space between the combustion chamber and the head of the drying shaft remained only 50 mm, and for the removal of formwork only 20 mm. “In summary, the highest priority was placed on materials that would not exceed the thickness of the thin lining, at the same time they had to meet the criteria of high resistance to heat and abrasion and high SiO2 content. Silicon dioxide prevents so-called flakes from forming on the lining. Certain parts of the boiler were also heavy, so a solution had to be found with as little as possible intervention into the design and progress of the next work,” summarizes the Chief Project Manager, Roman Fišer.

Concreting the sliding surfaces of the burners in a horizontal position
COMPREHENSION OF COMPETENCES BASED ON PRINCIPLES OF PROJECT MANAGEMENT
The entire construction of the boiler was project-driven, which is the only way of working and communicating that ensures both compatibility with the investor system, and effective and factual communication with all stakeholders. Among other things, it allows for a fairly rapid change process, and a full focus on important parts of the project, such as material development, application in hard-to-reach places and the like.
DITHERM sent a project manager, site manager and project assistant for the project implementation. In addition, the leaders of individual working groups followed. A team of designers worked in the background. There were also safety technicians and tradesmen. “Project management is, in fact, a culture of companies, in which the essential competencies of the individual members and the objectives of the project are not hierarchies and functions. Already with this context, you will streamline procedures and increase the quality of your work by at least 25 %. In our company, we managed to achieve 55 % over five years, compared to previous years! ", says Jan Ečer, Chairman of the Board of Directors of DITHERM.
“When you realize that you often work on such projects in at least two languages and work with people with different habits, it will greatly help you when they all hold established and proven principles and tools, and communication channels work reliably. Everyone knows what he/she is responsible for and he/she decides who, where appropriate, is connected to it,” adds Roman Fišer.
Of course, co-operation with material manufacturers and their laboratories, technical institutes for material quality control, special mechanization manufacturers and others was needed. However, in the context of the relatively low number of workers, DITHERM has carried out a three-year long-range operation, with high development requirements.
“Whenever there is a project, we solve many things, we want to do the best work and focus our attention. We do not have time to evaluate. You see things differently from time to time. The project in Ledvice is one of the most important in our professional development and the consolidation of the team spirit,” says Jan Ečer.
(čes)
“Aggregates for power plants without linings? For DITHERM, it is a great adventure of development, that is actively involved in,”
Jan Ečer, Chairman of the Board of Directors of DITHERM, said in an interview for All for Power magazine.

Jan Ečer
It has been a full year since we talked about the project in Ledvice, from the point of view of the lining, but also about the technological trends in this field. Has anything changed over this period?
The directions that fireproof linings have been heading in the industry since the nineties have not changed significantly, but the development of materials and technologies is indeed strong. This, of course, depends on demand, which is in fact a worldwide industry. Energy is used by everyone and we have become accustomed to its abundance, speed, reliability. And we do not want to pay much for it.
Therefore, a significant trend in the energy industry is to burn everything that cannot be stored or recycled. Biomass of a different composition still exists, but other, more chemically complex and often environmentally hazardous fuels and wastes are added. After burning, they do not pose additional risks. So the power plant is partly also a combustion plant, it uses the product of combustion for other purposes.
For lining design, the requirement for combustion of such fuels is certainly the most complex. You never know exactly what you are going to do, but it is expected that the lining will last. Let me say that in this respect, in terms of the projects that we are carrying out not only in the energy sector, we are a top workplace in both design and implementation. Companies from Germany, France, Poland, Spain and other European countries consult us on technologically complex linings.
Let’s stay in the power production industry. What other trends, or if you will, needs, will you add for the design and implementation of linings?
Another direction that appears to be highly desirable is the use of non-woven materials with a chemical bond, both for the working and insulating layers. Knowing which material and where to use it and learning the right application will save the investor a high amount, not only for the drying and tempering of the lining after its installation, but also to obtain the boiler’s revenues for a time that will save you by removing drying and tempering. However, working with these materials requires consistent verification of manufacturers, close co-operation with them in the development of materials for a particular aggregate, training of staff, how to work with these materials and perfect preparation by the designers.
Only in recent years have investors begun to use high-quality linings such as in fluid boilers. These are, in particular, low-cost, tortuous materials, which have significantly higher mechanical properties. For their development and subsequent application, you definitely need experts, because the risks are too high.
If we move from the working layer of the lining to the insulating, then the requirements are for thinner and thinner, but more durable linings. CaSi-containing materials and microporous insulation are at the forefront. But we also try others.
And what about aggregates without linings?
(laughter) Yes, that would surely please the investors! After all, there are practically modern aggregates, which do not count with the lining outside the pressure systems. Lining creates relatively small costs compared to total investment. At the same time, it is seen as one of the most risky parts, as it can significantly affect the operation of the aggregate. However, this does not have to be the case if the investor is willing to give more attention to the lining of quality materials and to think about details when designing the unit. This significantly reduces the risks and costs incurred. However, the trend of not having a lining in the future is at least one of the most serious ones I have already mentioned.
This trend, however, would suggest to your company that high quality materials with high resistance to both heat and abrasion, but at the same time low in bulk, could perform the job?
No, not at all! I call it an adventure of development! Whoever goes this way can never fail! He may find he is in a blind alley, but he always gets something. We strategically decided years ago that we want to offer highly professional services, even if the market was not offering such. We believed that it would be time for investors to ask for something that would increase the availability of the aggregate both in time and in performance. It saves time for repairs and, ultimately, their finances. At the same time, we knew that these two things went hand in hand: expert knowledge in the design and assembly and development of materials and technologies with professional and, above all, finely perfected preparation for the execution of orders. Of course, this includes all modern software equipment, mechanization of buildings and educated thinking workers.
An equally important component is the art of choosing a suitable maker of materials that is on the same wavelength as we are, i.e. he wants to develop and determine the direction, while realizing the responsibility he carries. We do not care about the brand but the result and often the way we go to reach the target together.
Our main output is not to make a lining like our competitors, but to design an effective internal protection of the steel casing so that the structure will last. Now they are lining materials, in a few years it could be nanotechnology-treated ceramic sprays.
We will go with development, we even support it where we go. Paradoxically, we convince investors of solutions that can look costly, but they will save dozens of millions and we will work for the future in the future.
According to your words, the energy industry moves towards significant savings in repairing linings, reducing the size and volume of linings and at the same time wants to partially replace the incinerators by burning almost everything for power generation. This, however, increases lining demands. How can you handle this challenge?
First of all, we have already known about this challenge for several years. We are working all the time to be able to respond professionally to any demand from investors. Secondly, we are very much helped by the fact that we are not only focused on the energy sector, but we work with investors in the field of industrial chemistry, ferrous and non-ferrous metals, incinerators and others. Knowledge and experience from one area are used effectively in others, too.
And thirdly, as I have already mentioned, we are focusing on the development of materials and technologies, the precision and consistency in designing linings and, last but not least, we are not afraid to change ourselves and our practices. All perceptions are open to us in the future to design and carry out the internal protection of the steel casings.
In this respect, we have experienced and additionally trained and open minded designers, project managers and site managers, craftsmen, through to our internal service and warehouse staff.